Smart Packaging Solutions with POF Shrink Film, Crosslinked Film, and Polyolefin Wraps

What to Check Before Choosing POF Shrink Film for Packaging
POF shrink film is a highly adaptable packaging material used across various industries due to its clarity and durability. Whether you're packaging consumer goods, cosmetics, electronics, or food products, this material offers an attractive, protective finish. But before selecting POF shrink film for your packaging operations, several important factors should be evaluated to ensure it aligns with your business needs.
Material Composition and Safety:
POF (polyolefin) shrink film is known for being non-toxic and environmentally considerate, making it suitable for both industrial and retail packaging. Make sure the film is compliant with international safety standards, especially for food and pharmaceutical applications.
Thickness Options:
Different thicknesses are available, typically ranging from 12 to 30 microns. Thinner films are great for light goods and high-speed wrapping machines, while thicker versions offer added durability for heavier products.
Machine Compatibility:
Before choosing POF shrink film, confirm that it is compatible with your current sealing and shrink equipment. Some POF films are crosslinked or pre-perforated, which can affect performance depending on your machinery.
Clarity and Presentation:
For brands that focus on shelf appearance, the visual clarity of shrink film plays a crucial role. POF shrink film is generally chosen for its glossy finish and transparency, allowing products to be fully visible without opening the package.
Shrink Rate and Strength:
Check the shrinkage rate in both machine direction (MD) and transverse direction (TD). A balanced shrink ensures uniform coverage, while strong seals prevent tearing or bursting under pressure during transport.
By evaluating these parameters, businesses can better select the right POF shrink film for efficient and appealing packaging.
Why Crosslinked Shrink Film Adds Value in Industrial Packaging
Crosslinked shrink film has become a practical choice in industrial packaging thanks to its enhanced strength, clarity, and seal integrity. Crosslinking refers to a chemical process that binds the molecular structure of the film, increasing its performance under demanding conditions. Here's why it's an increasingly preferred option in commercial and industrial sectors.
Increased Durability:
Crosslinked films offer stronger seals and better puncture resistance compared to standard shrink films. This makes them ideal for packaging heavy or oddly-shaped items.
Improved Machine Performance:
The crosslinking process stabilizes the film during heat exposure, minimizing film distortion and allowing faster machine speeds. This can translate to smoother operations and reduced downtime.
Reduced Film Breakage:
For high-speed shrink wrapping lines, film breakage can be a costly problem. Crosslinked shrink film resists tearing under pressure, reducing waste and increasing output.
Consistent Shrinkage Behavior:
Uniform shrink characteristics help maintain product shape and aesthetics, especially for retail-facing items. The film shrinks tightly around products without distorting the contents or forming wrinkles.
Cost Efficiency Over Time:
Although crosslinked film may come with a higher upfront cost, its durability and lower maintenance needs can offer long-term savings. Less downtime and waste mean better productivity and lower packaging costs over time.
Industrial sectors such as automotive parts, electronics, and multi-pack consumer goods often benefit the most from the advanced properties of crosslinked shrink films.
What to Know About Polyolefin Shrink Film for Food Packaging
When packaging food, the choice of shrink film has significant implications on safety, freshness, and presentation. Polyolefin shrink film stands out in the food industry because of its clarity, flexibility, and hygienic properties. Understanding how this material performs in food-related applications is essential for any manufacturer in the food sector.
Food-Safe Properties:
Polyolefin shrink film is designed to be in direct contact with consumables. It is free from harmful substances like PVC and offers a clean packaging environment that reduces contamination risks.
Breathability and Freshness:
Some variants of polyolefin film allow controlled airflow, which helps maintain product freshness. This is especially beneficial for bakery items, produce, or refrigerated goods where moisture control is important.
Visual Appeal:
Clear and glossy finishes enhance the appearance of food products, making them more attractive on shelves. For brands looking to boost visual appeal without compromising safety, polyolefin shrink film offers a good balance.
Resistance to Cold Temperatures:
Food packaging often involves storage and transportation in cold chains. Polyolefin shrink film remains flexible and functional in refrigerated or frozen environments, preventing cracking or clouding.
Fast and Efficient Application:
Its low shrink initiation temperature means the film begins to shrink with minimal heat, allowing faster packaging speeds and lower energy costs. This is particularly valuable in high-volume food production lines.
In essence, polyolefin shrink film brings both performance and presentation to the table, making it a solid choice for food manufacturers aiming for quality and efficiency.
How to Differentiate Between POF, Crosslinked, and Polyolefin Shrink Films
With multiple shrink film options available, choosing the right one can seem overwhelming. Below are the core differences explained in a simple 1, 2, 3 structure:
1. Composition and Structure
POF Shrink Film: A generic term usually referring to standard polyolefin shrink films. Known for clarity, non-toxic nature, and flexibility.
Crosslinked Shrink Film: A type of POF film enhanced through crosslinking, offering stronger seals, greater durability, and better machine performance.
Polyolefin Shrink Film: Technically the base material for POF and crosslinked variants. The name is often used interchangeably, but typically refers to films optimized for food-safe applications.
2. Application Suitability
POF Shrink Film: Ideal for general consumer goods, electronics, and products where appearance and flexibility matter.
Crosslinked Shrink Film: Best suited for heavy-duty, high-speed industrial packaging where strength and seal integrity are essential.
Polyolefin Shrink Film: Tailored for food products, bakery items, and consumables requiring safe contact and product visibility.
3. Performance Characteristic
POF: Balanced shrinkage, good clarity, and widely compatible with packaging machines.
Crosslinked: Higher tensile strength, reduced breakage, and better heat resistance.
Polyolefin: Food-grade, anti-fog, flexible in low temperatures, and ideal for extended freshness.
Understanding these core differences can help businesses select the most appropriate shrink film based on packaging goals and industry needs.
When to Switch to Advanced Shrink Films for Packaging Growth
Businesses often continue using the same packaging materials without reevaluating whether they're still suitable as operations grow. If you're wondering whether it's time to switch to advanced shrink film options, such as crosslinked or food-grade polyolefin, consider these scenarios:
Production Scale Has Increased:
As production grows, the limitations of lower-grade shrink films may become more apparent. Upgrading to crosslinked film can reduce downtime and increase output efficiency.
Packaging Failures Are Increasing:
If products are arriving damaged or packaging is coming undone during shipping, it's a sign that current materials may not be strong enough. Advanced films offer better seal strength and impact resistance.
Regulatory Demands Have Changed:
New food safety or export regulations might require specific materials. Polyolefin shrink film meets many global standards, including FDA and EU food contact safety rules.
You're Entering New Markets:
If your products are moving into retail or international distribution, higher-quality packaging materials enhance the professional look and ensure safe delivery.
Customer Expectations Are Rising:
Today’s consumers are more aware of packaging quality and sustainability. Clear, strong, and recyclable films can improve brand image and satisfaction.
Knowing when to switch materials is as important as the choice itself. A timely upgrade can position your brand for stronger growth and fewer operational issues.
Final Thoughts on Selecting the Right Shrink Film for Your Brand
POF shrink film, crosslinked shrink film, and polyolefin shrink film each serve different purposes across packaging applications. By understanding the unique advantages of each, businesses can make smarter decisions that balance performance, compliance, and presentation.
At jtpackage, we offer a wide range of shrink packaging solutions designed to meet your operational and branding goals. Whether you are seeking food-safe materials, high-performance industrial wraps, or flexible packaging for retail, our shrink film options are manufactured to align with evolving packaging needs.
To explore our shrink film range and discover how we can support your packaging operations, visit:
https://www.jtpackage.com/
分类
閱讀更多
Buy Verified Cash App Account: The Quick and Secure Way to Manage Your Money Introduction In today’s fast-paced world, managing money efficiently is essential, and mobile payment platforms like Cash App have made it easier than ever. Buy Verified Cash App Account Whether you are sending money to friends and family, paying bills, or investing in stocks, Cash App offers a...

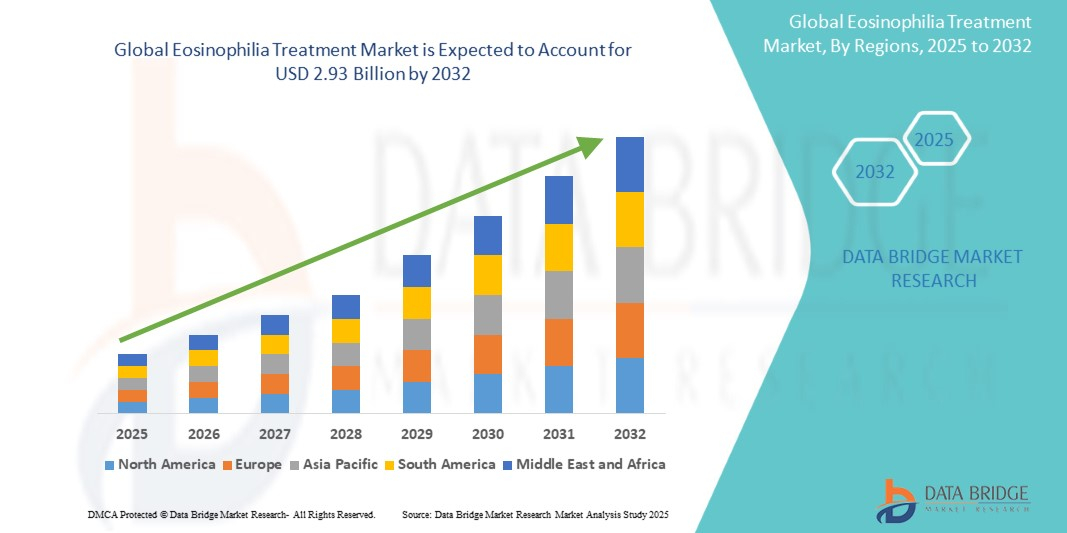
"Global Executive Summary Eosinophilia Treatment Market: Size, Share, and Forecast CAGR Value The Global Eosinophilia Treatment Market size was valued at USD 1.45 billion in 2024 and is expected to reach USD 2.93 billion by 2032, at a CAGR of 9.2% during the forecast period While preparing the first class Eosinophilia Treatment Market report, all...
The global aerospace and marine data recorders market size was USD 1.99 billion in 2022 and is expected to register a revenue CAGR of 5.3% during the forecast period. Rising demand for real-time data tracking and analysis, advancements in data recording and storage systems, and growing end-use awareness of the advantages of data recording are some of the key factors driving market revenue...
High-Density Interconnect (HDI) printed circuit boards have rapidly become the cornerstone of modern electronics. By packing more routing channels, smaller components, and advanced via structures into a compact footprint, HDI PCBs enable higher performance, reduced size, and enhanced reliability. As devices demand faster data rates, lower power consumption, and sleeker form factors, HDI...
